
Michael Gower, Principal Research Scientist (Polymer Composites) from the National Physical Laboratory highlights The VITCEA project…
The excellent mechanical properties, low weight, fatigue and corrosion resistance of fibre reinforced plastic (FRP) composites gives them considerable advantages in renewable energy (wind, wave and tidal), oil and gas, and transport applications. The use of FRP composites has the potential to reduce fossil fuel reliance, consumption and greenhouse gas emissions. However, full exploitation is hindered by the diverse range of defects and damage mechanisms that reduce the strength, stiffness and life of FRP structures. A consortium of five leading European research organisations, led by NPL (UK) and consisting of BAM (Germany), PTB (Germany), CMI (Czech Republic) and CEA-LIST (France), are collaborating on a three year (2014-2017) project entitled ‘Validated Inspection Techniques for Composites in Energy Applications’ (VITCEA) that aims to address the issue of a lack of standards in the area of non-destructive evaluation (NDE) for defect detection in FRP composites in the energy sector. The VITCEA project is funded by Euramet within the 2013 Energy call of the European Metrology Research Programme (EMRP).
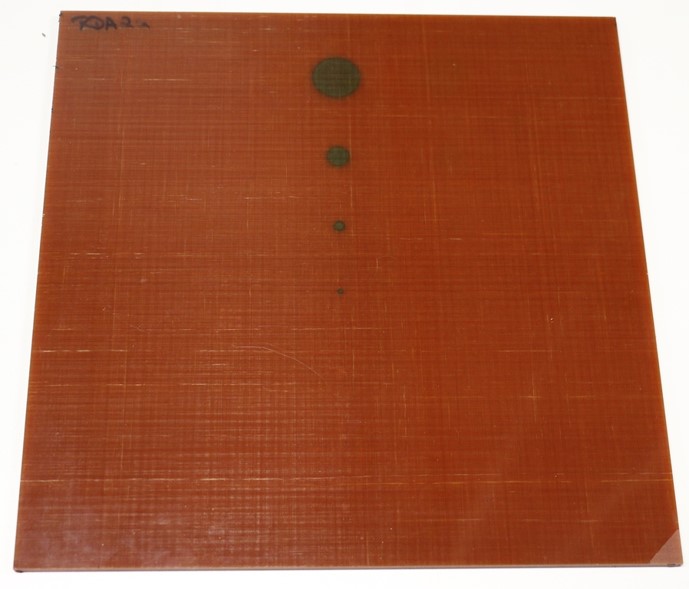
Figure 1: Glass fibre-reinforced plastic (GFRP) reference defect artefact (RDA)
Non-destructive evaluation (NDE) is the process used to ensure material quality (e.g. maximum defect size) of a component and that parts are fit for purpose. There is a need for a range of validated NDE techniques with contrasting detection capabilities for the identification and sizing of defects that directly impact component performance and working life of FRP composites.
Defects in FRP structures may be introduced during the processing and fabrication of composite components and can initiate or grow in-service. The term ‘defect’ refers to imperfections introduced during manufacture/processing and/or secondary machining operations, as well as damage sustained during a component’s service life.
One of the challenges facing accurate and repeatable defect detection in FRP composites is the multitude of defect types that exist, each with characteristics that present different challenges to the NDE practitioner. In order for a particular NDE technique to achieve broad acceptance by industry, it is desirable for the technique to be able to detect a range of defect types with a high level of confidence.
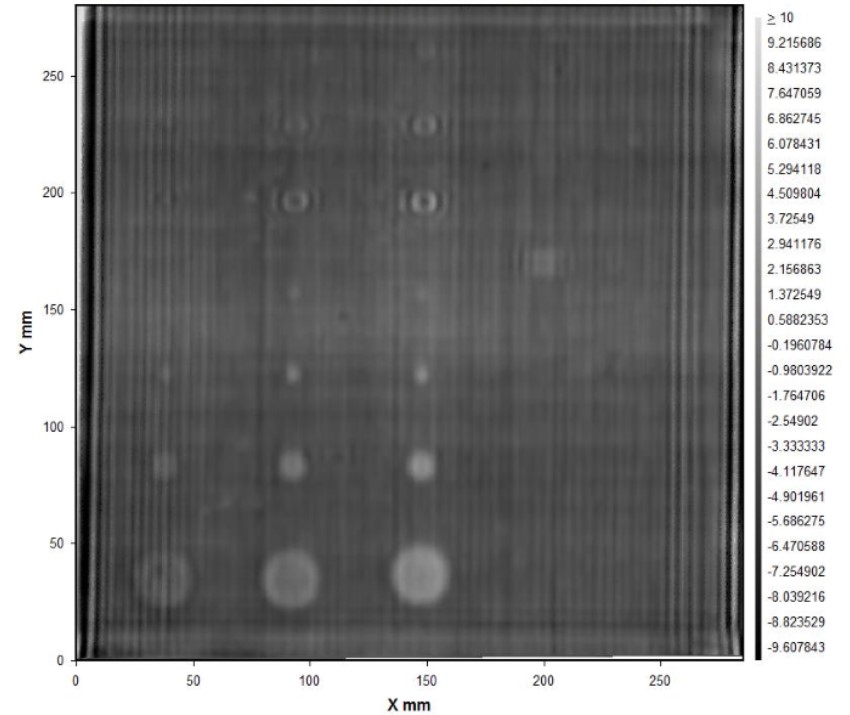
Figure 2: Microwave inspection scan image of a GFRP RDA at 34 GHz
Despite many innovations in the development of NDE for the assessment of defects, relatively few methods are commonly used. This is mainly due to the fact that standardised operational procedures are not available and perceptions that NDE is too unproven, costly or complex. There are currently no ISO NDE standards in existence that are specific to defect detection in composites. Several ASTM composite NDE specific standards are available, but these tend to be focussed on the aerospace sector and do not provide enough detail and validated data addressing issues, such as probability of detection (POD), defect size and location sensitivity.
The VITCEA project is working on developing and validating traceable procedures, as pre-cursors for future standardisation, for microwave, active thermography, laser shearography and phased array/air-coupled ultrasonic NDE techniques. These NDE techniques have contrasting detection capabilities, which will underpin the increased use of FRP composites for improved efficiency and reliability in energy related applications e.g. wind and marine turbine blades, nacelles, oil and gas flexible risers. The project is also developing state-of-the-art simulation techniques for all of the aforementioned NDE techniques with the exception of laser shearography. The objective of developing accurate predictive capability for NDE techniques is to generate theoretical inspection results that can be used to supplement labour intensive and expensive probability of detection (POD) studies.
At the onset of the project, an industrial survey was undertaken that established the material systems, components/structural elements and defect types (including size and location), that are most routinely required to be inspected and those that present significant challenges to NDE inspection. From the findings of the survey a total of 20 reference defect artefacts (RDAs) and natural defect artefacts (NDAs) were designed and fabricated, covering marine and automotive transport, renewable energy and oil and gas sector applications. For the RDAs, the defect sizes and locations are well defined and controlled which necessitated the design and manufacture of artificially created defects e.g. sealed PTFE ‘pockets’ which mimic delaminations or de-bonds. For the NDAs, defects such as porosity, voids, matrix cracking and delamination were produced via controlled processing techniques and/or loading mechanisms (tensile loading, low velocity impact). The NDAs are more representative of real defects than the RDAs, as they are comprised of multiple defects of unknown size, specific location and nature. Therefore, NDAs are less suited to assessing the accuracy of the NDE techniques, but are essential for determining the limitations of each technique for real energy applications.
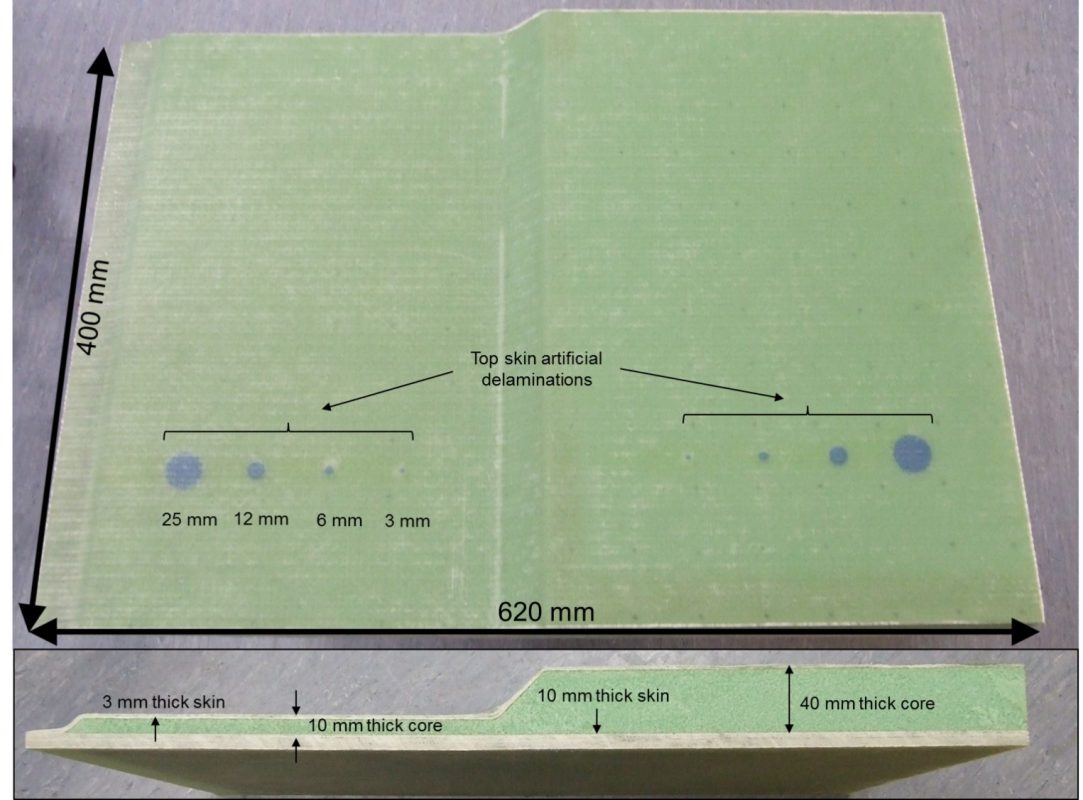
Figure 3: Representative wind turbine blade structure RDA
The range of materials used in the RDAs and NDAs include composites based on thermoset and thermoplastic matrix systems reinforced with glass and carbon unidirectional and multi-directional tape and fabric formats. The defect types included cover artificial delaminations, porosity, kissing bonds, fibre misalignment, pipe wall thinning (back-face drilled holes), core damage, impact delaminations and matrix cracking. The assessment of defects in the RDAs and NDAs is currently underway, utilising all of the inspection methodologies listed. In addition, each of the materials used has been thoroughly characterised to determine the elastic, dielectric, thermal and optical material properties required for the simulation techniques and optimisation of the practical application each NDE technique.
Following an extensive evaluation of each NDE technique by the VITCEA consortium using the RDAs and NDAs to determine limits of detection and sizing capability, technique specific operational procedures will be written. To ensure the robustness and suitability of the operational procedures, a series of intercomparison exercises and field trials in collaboration with organisations from the renewable energy (wind, wave and tidal), oil and gas and transport sector supply chains, is currently being organised. In addition, a benchmark probability of detection study is being undertaken in which the POD methodology based on modelling simulations will be evaluated. The outcome of the POD modelling simulation work will determine whether modelling can effectively be employed to reduce cost and time requirements for intensive experimental POD trials.
Mr Michael Gower
Principal Research Scientist (Polymer Composites)
National Physical Laboratory
michael.gower@npl.co.uk
http://projects.npl.co.uk/vitcea
Please note: this is a commercial profile








